
OEE ย่อมาจาก Overall Equipment Efficiency คือ ตัวบอกความสามารถ วิธีการทำงานของเครื่องจักร หรือเป็นการคำนวณประสิทธิผลโดยรวมของเครื่องจักรนั่นเอง
โดยสูตรคำนวณ OEE คือ อัตราเดินเครื่อง (Availability) x ประสิทธิภาพการเดินเครื่อง (Performance Efficiency) x อัตราคุณภาพ (Efficiency Rate)
ซึ่งการจะคำนวณหา OEE ได้นั้น เราจำเป็นจะต้องเข้าใจและคำนวณตัวแปรสามตัวข้างต้นนั้นให้ได้เสียก่อน ได้แก่
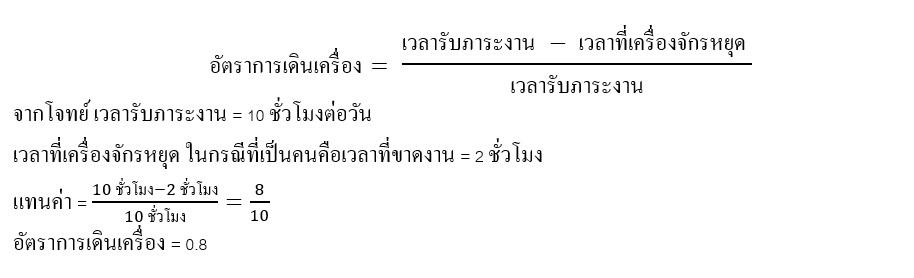
อัตราการเดินเครื่อง (Availability) คือ ความพร้อมในการทำงานของเครื่องจักรหรือคน เทียบจากระยะเวลาการเดินเครื่อง (เวลารับภาระงาน หักด้วย เวลาที่เครื่องจักรหยุด) กับเวลารับภาระงาน หรือมีสูตรคำนวณดังนี้

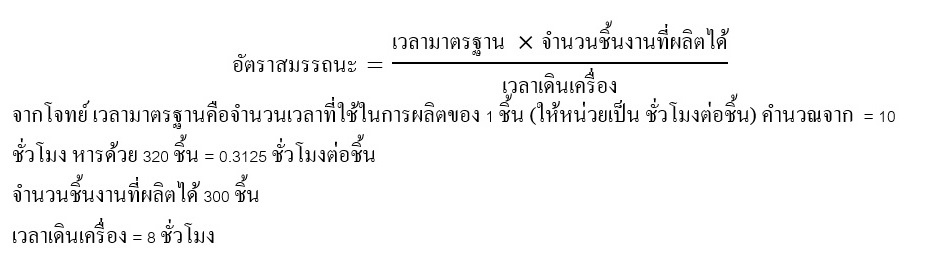
ประสิทธิภาพการเดินเครื่อง หรือ อัตราสมรรถนะ (Performance Efficiency) คือ อัตราที่แสดงสมรรถนะของเครื่องจักรเทียบระหว่างเวลาเดินเครื่องสุทธิกับเวลาเดินเครื่อง สูตรคำนวณดังนี้

อัตราคุณภาพ (Quality Rate) คือ อัตราการผลิตของดี โดยการนำจำนวนที่ผลิตได้ทั้งหมด มาหักของเสีย แล้วหารด้วยจำนวนที่ผลิตออกมาทั้งหมด หรือตามสูตรนี้

ตัวอย่าง นายเอ เป็นพนักงานที่ต้องทำงาน 10 ชั่วโมงต่อวัน โดยจะต้องผลิตชิ้นงานให้ได้ 320 ชิ้น แต่ในวันนั้นนายเอมาสาย 2 ชั่วโมง และผลิตชิ้นงานได้ 300 ชิ้น และไม่ผ่าน QC อีก 60 ชิ้น จะคำนวณ OEE ได้อย่างไร
ก็จะต้องหาตัวแปรสามตัวมาคำนวณก่อน

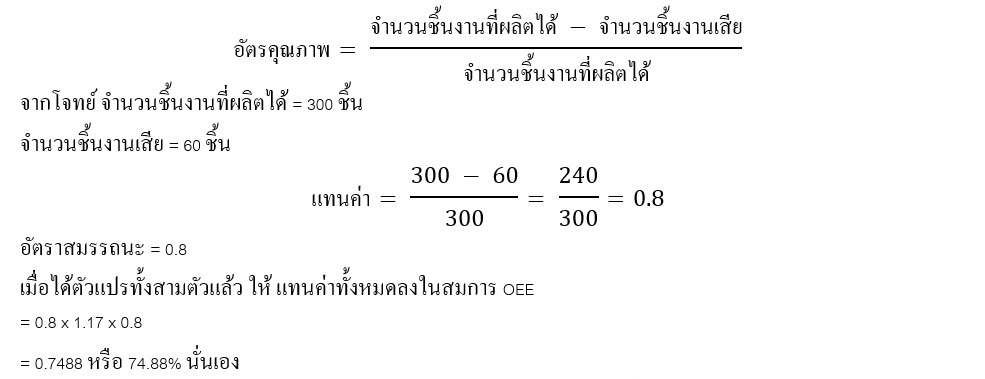
74.88% คือ OEE ของนายเอ ณ วันที่เราตรวจจับประสิทธิผล โดยเราสามารถนำทั้ง OEE ของคนและเครื่องจักรมาประเมินการทำงานโดยรวม เปรียบได้กับการตรวจสุขภาพที่จะต้องมีการวัดค่าน้ำตาล ค่าเลือด ระดับไขมัน เพื่อหาจุดที่จะต้องพัฒนาปรับปรุง หากคนหรือเครื่องจักรมีค่า OEE ต่ำกว่ามาตรฐานโดยรวม ก็มีหลายวิธีในการปรับปรุงให้ตัวเลขนี้ดีขึ้น เช่น จัดฝึกอบรมพนักงาน, ระบบสอนงาน หรือซ่อมบำรุงและปรับเปลี่ยนเครื่องจักรเป็นต้น
บทความนี้เป็นเพียงเนื้อหาที่ทำให้ทุกท่านรู้จักหลักการพื้นฐานของ OEE และแสดงถึงที่มาที่ไปในการคำนวณเท่านั้น จริง ๆ แล้วค่า OEE มีระบบที่ใช้คำนวณได้แบบ Real Time และแม่นยำโดยไม่ต้องลงมือคำนวณด้วยตัวเอง หากสนใจจะเรียนรู้เพิ่มเติมสามารถติดต่อสอบถามเข้ามาได้ที่เบอร์ 02-089-4145


